每个过程都有自然的变量。达到底线利益的关键是找到哪些变量是在统计的可预测的范围、哪些变量在外面。如果过程失去控制(即,显示出不平常的变量),那么首先消除这失控的情况,然后进行一个性能研究,以决定是否过程满足可预期的规格和是否还可以满足更紧的规格。
许多电子装配运作开始时使用过程能力分析,来选择、优化和证实生产设备。一旦设备到位并在一个过程中运行,变量和缺陷的跟踪可用统计过程控制(SPC, statistical process control)图表来进行,监视每天的生产。如果控制图表反应出严重的问题,那么SPC工程研究可以揭示问题的根源。
制造商怎样使用统计过程控制(SPC)?
保持焊锡高度在控制的范围内是板制造商的关键 - 它决定元件安装在板上有多好,如果板堆叠的时候元件内铜是否会移动。不适当的焊锡高度可能显示许多过程问题,包括模板磨损、施放焊锡的机器的校准问题、不适当的模板清洗或原料问题。这些问题可能导致更高的生产成本,因为浪费和返工。下面的过程例子解说了怎样使用统计过程控制(SPC)将一个失控的过程带回生产线。
在这个例子中,焊锡高度的规格是0.25~0.55mm。定期地,同时抽查五个单位的样品来测试焊锡高度。数据分析使用X-bar/Range作图来决定是否变化显示失控的情形。 一个全天运行的数据在X-bar/Range图上作图(图一)。这个图显示在X-bar图上过程失控,但在Range图上受控。这表示过程平均值正受外部影响,引起焊锡高度不足。问题可能与原材料、施放焊锡的机器或测量设备本身有关。调查发现不足焊锡高度全部来自使用一个卖主的原材料的批号。对来自该卖主的批号进一步分析发现,该卖主没有能力生产质量连续的材料。问题通过取消该卖主作为供应商而得到解决。
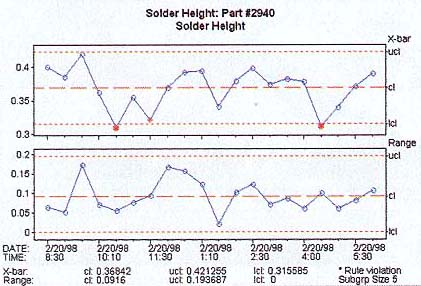
图一、X-bar图(上)显示了一个大大偏于其平均焊锡高度的过程,而Range图显示一个受控的过程。 随着失控情况的消除,只使用来自可靠卖主的原材料,再运行该过程,并作图。现在过程得到控制(图二),但是变化太大,不能在规格内进行生产(Cpk为1.05)。这种情况显示过程改进的重要机会,因为受控情况证明变化的根源是过程本身。
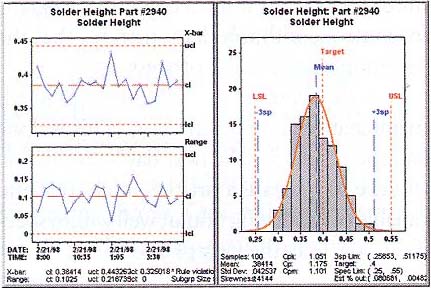
图二、过程受控,但Cpk(右)显示过大的偏差。 发现机器需要维护和重新校正。作完这些后,第二天的结果(图三)显示过程受控,能够在规格要求内生产(Cpk为1.438)。
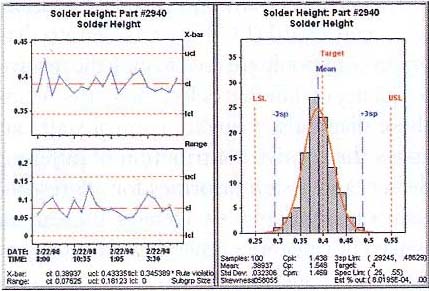
图三、过程现在受控,并能生产可接受产品。
用Pareto图进行缺陷跟踪
在板的装配后,Pareto分析用来检验那些引起PCB不通过的不同的焊锡相关特性的相互作用。Pareto图通常用来排列不同缺陷类别的相关频率。用这些图,一个品质控制人员可以评估不同缺陷的相互作用,指定寻找根源的先后次序(图四)。缺陷也可以根据出现频率以外的类别,如成本,来排列。
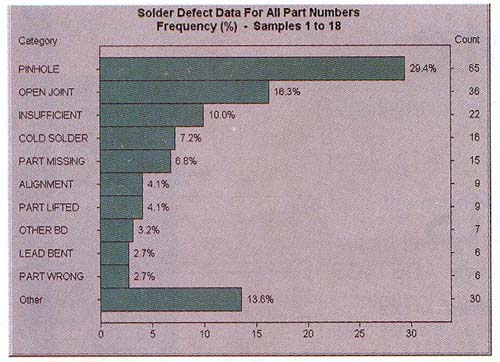
图四、Pareto图是比较缺陷原因的有效方法。
用于作Pareto图的同一数据可用来作百分缺陷控制图(p-chart),如图五所示。几个特性 - 如最高的四个缺陷类别 - 可以在一起显示(如图六)。在这个例子中,四个最普遍的缺陷显示了非常大的不同特性。"针孔/空洞"(pinhole/void)和"开路"(open joint)缺陷显示了严重的、表面上已经得到解决的(由失控与程式规则的违反来表明)早期问题。"冷焊"(cold solder)显示的正好相反 - 缺陷水平看上去在向上走,如图显示早期的低缺陷率是不正常的。另一方面,"焊锡不足"(insufficient solder)控制完美,意味着当缺陷率可能高于所期望的时候,而过程本身正如期望地表现。这个例子说明SPC图的值 - 用于有效找出这四个最大缺陷类别的行动将是十分不同的。
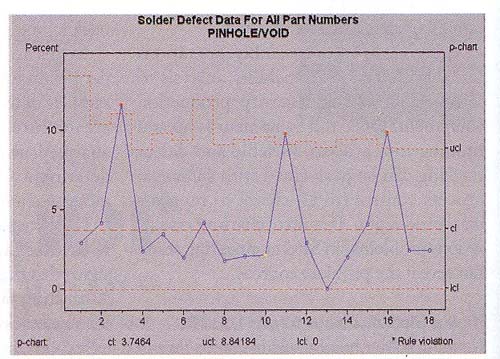
图五、P-chart是从用于作Pareto图的相同数据产生的。
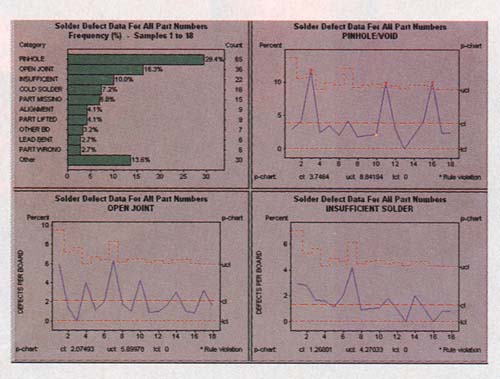
图六、Pareto数据和最多的三种缺陷的P-chart一起显示,说明使用SPC信息的有效方法。
电子数据表与SPC软件
虽然SPC控制图可以手工地作出,但采集和作图数据中断生产过程,并给装配与检查人员带来额外负担。这种方法存在很大的出错空间,并且由于数据和作图没有集成到卖主和内部报告系统而失去机会。另外,任何时断上的数据检索都是非常困难的。
基于电子数据表的作图在手工方法上得到改进。电子制造商可以使用电子数据表来作统计过程控制(SPC),如果分析的范围有限,主要由工程师来完成。电子数据表具有实用性的优点,但适用性很少。电子数据表需花很多时间来设定用于统计过程控制(SPC)。自动分析涉及大量的宏写入和编程,可能产生错误,耗费时间来调试和逻辑确认。当过程变化或分析需要变化时,电子数据表需要重新编程。电子数据表设计的用户特性意味着使用工程师的统计过程控制可能是困难的。
专业统计过程控制软件应用消除了这些缺点。它可作图和分析,当过程分析需要改变时极具灵活性。但是这些软件应用也可能遇到一些问题。对那些没有高级统计学知识的人来说,有些非常复杂并难于使用。其它有些与过程信息数据库不兼容。有些只针对某些过程统计控制(SPC)分析而设计。
在线与离线
对工厂数据采集和统计过程控制作图的在线SPC软件,是实时跟踪过程的有价值的工具。经常与管理控制和数据获得(SCADA, supervisory control and data acquisition)系统集成在一起,在线SPC软件自动从过程仪器中收集数据,可以设定来在操作员工位产生控制图。如果软件提供高质量的图形和自动作图,则可以训练操作员来认识什么时侯过程失控或正形成一个坏的趋势。有这个即时反馈,过程可很快得到稳定,以免产生大量的报废和返工。这种作图也可用来满足卖主合格证的要求。在线软件可与在线问题解决手册结合,提供操作员对失控的正确反应。
离线SPC软件用于观察长期的趋势。许多制造商把这个软件与含有自动和手动收集的过程和测试数据的数据库相结合。功能强大的离线SPC软件允许定期的报告功能自动的完成或点击桌面上的图标即可完成。
结论
- 当选择SPC软件时,记住以下几点:
- 在线SPC软件将不允许使用者看到大的图形。为了得到真实的底线过程改进,需要离线软件。最好的方法是两者都有,这样实时图形和较长趋势都可看到。
- 容易使用是关键。有些应用只有专家统计员才能有效使用。对一个成功的SPC程序,各种能力的人 - 从操作员到工程师 - 都需学习和使用该软件。
- 高品质图形是关键。SPC作图给出情况的清楚视觉图形,以便使用者可采取行动。软件需要提供高品质的图形,多个图形可以改变比例和并排比较。
- 离线应用应该与公司数据库、以及最终将会使用的数据库连接。连接不是一定都有的。在评估演示软件时,首先检查它。
- 通过内部网(intranet)来分享分析与作图功能应该是容易的。随着供应链问题紧密地与SPC联系,在供应商之间和其它设施之间,基于网络的通信是不可避免的。
Jeffery L. Cawley is vice president of Northwest Analytical Inc., 519 SW Park Ave., Portland, OR 97205-3207; (503) 224-7727; Fax: (503) 224-5236; E-mail: jcawley@nwasoft.com.