

一个印刷电路板制造商怎样可以连续地生产出板的表面共面性品质,使它满足在今天的设计紧密分布的焊盘上沉淀准确、数量连续稳定的锡膏?材料的适当选择是最基本的。考虑的因素包括板的物理与电气特性、其尺寸的稳定性、阻抗特性、Z轴延伸率、和均匀性与表面情况。事实上,所选择的材料的均匀性与表面情况可能影响最后的表面共面性。
对于主要由超密间距板所组成的多层电路板,原材料板层的选择不应该影响表面共面性。可是,超密间距产品,通常是以很密的电路为特征,要求板层具有光滑的表面 ― 通常叫做“表面增强的”材料。这种板层的特点是高含树脂的聚酯胶片(resin-rich prepregs)反贴传统的0.0007" (0.01778mm)的铜箔。因此,对PCB制造商来说,最后电路板的光滑表面是以板层制造商的表面增强材料所产生的相同方式完成的 ―; 通过将一层富树脂的聚酯胶片邻隔作为外层的铜箔。当线和空隔在0.004"以下时,使用超薄铜箔(0.00035")将有助于改善合格率。
超密间距的成像
成功地对超密间距(0.020")的方平包装元件(QFP, quad flat pack)的焊盘进行成像,以今天的技术不是一个问题。而正是连接密间距元件的信号线与空隔对PCB制造商产生了成像的挑战。新的技术,如直接激光成像和投影成像,可能构成细线再生产的未来。可是,大多数PCB制造商现在还正在使用传统的紫外(UV)接触印刷,用铰链连接的玻璃框架来改善原版的前后对位,结果造成离位印刷。这个技术还可以生产低至0.003"的线与间隔。可是,使用下列技术的某些或全部将改善细线的成像合格率:
- 曝光单元的高度校准的光
- 较精密的曝光源
- 显影剂化学品的良好控制,首选一种供给与排放(feed-and-bleed)系统
- 在曝光之前从干胶片上去掉覆盖纸
- 采用较薄的(0.001")光刻胶(photoresist)
蚀刻
和超密间距成像一样,对PCB制造商的挑战是精细的导线及其空隔,而不是QFP。精细线的蚀刻决定于设备的条件和要蚀刻的铜箔厚度。通过采用超薄的铜箔,可实现较高的合格率。但在蚀刻精细线产品之前,设备必须设定。这个可以通过显影一个有0.002~0.003"的线与间隔的小型试验图案来完成,一步一步地、均匀地在一个标准尺寸的板上重复。使用这个试验图案,板从蚀刻设备中通过,从板的顶面测量线,然后与低面相同位置的进行比较。也必须比较板的前缘到后缘的以及从右到左的导线宽度。如果导线宽度的结果数据相差大于0.0005",蚀刻设备必须微调。因为有许多不同的蚀刻设备,所以微调是不同的。可能改善横越整个板和从顶面到底面的蚀刻均匀性的调整包括:
- 将喷嘴延长器增强到汇流管。这将使喷嘴位于更靠近板表面的位置,当它穿过蚀刻室时。
- 改变延长器的长度,使中心喷嘴最靠近板,然后逐渐地减少长度直到最短的对着外室边缘。
- 减少顶部与底部汇流室的喷嘴数量,使压力更高。
- 增加阀到汇流室喷雾管道的入口端,允许溶液压力控制。
阻焊层(Soldermask)
对大多数PCB的首选阻焊材料是一种液体可感光(LPI, liquid photoimageable)材料。在设计超密间距QFP的阻焊层时,采取了两个方法:
- 一个开孔块(open block),有时叫做“成组间隙(gang clearance)”,盖在一排水平或垂直的焊盘上。这种设计要求焊盘之间没有阻焊层,而当将布线图定位于板时得到标准的制造误差。
- 另一种设计要求焊盘之间有阻焊层,经常叫做“网”或“挡板”。使用标准设备,网可成功的生产小至0.003"的宽度,但要求对阻焊材料显影的非常好的过程控制。任何过量的底部掏蚀都将引起这很窄的网剥落电路板。因此,当使用标准的每边增加阻焊层间隙0.002"(最小网的厚度为0.003")的方法时,焊盘之间的间隙必须最少为0.007"。可是,使用没有网的板可达到非常好的结果,只要阻焊层图形与块的间隙充分。
 模板密封(Stencil Gasketting)
模板密封(Stencil Gasketting)
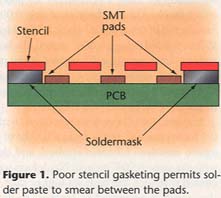
得到良好的模板密封的一个关键的、有时候不受注意的PCB特征,就是相对于抛光的焊盘高度的阻焊层厚度。为了证实这一点,做了许多测试板,从0.5 oz 铜箔开始,使用印刷与蚀刻(print-and-etch)工艺(没有铜电镀),得到的结果是板层之上只有0.0007"的焊盘高度。然后涂上标准的0.0008" ~ 0.001"厚度的LPI助焊层。当用0.004"的模板印刷时,板表现出很差的结果。大约50%的焊盘出现短路。理由:密封差,即模板在最高点(阻焊层顶面)接合PCB,允许锡膏在焊盘之间阴渗(图一)。
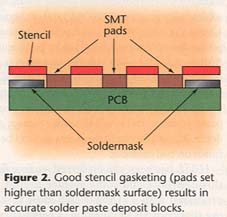
 第二批板是这样生产的,在0.5 oz的铜箔上电镀铜,结果得到0.002 ~ 0.0024"的高度。再一次,使用标准LPI阻焊层,板用相同的模板印刷。没有发现缺陷。得出的结论是,焊盘比阻焊层较高,允许模板自己“密封”焊盘。这个结果是一个很精确的、锡膏的三维块座落在焊盘上(图二)。
第二批板是这样生产的,在0.5 oz的铜箔上电镀铜,结果得到0.002 ~ 0.0024"的高度。再一次,使用标准LPI阻焊层,板用相同的模板印刷。没有发现缺陷。得出的结论是,焊盘比阻焊层较高,允许模板自己“密封”焊盘。这个结果是一个很精确的、锡膏的三维块座落在焊盘上(图二)。
- 其它可能造成密封不良的区域包括:
- 从单面板的元件面堵塞的通路孔
- 堵塞不良的通路孔,在通路孔顶上留下皇冠状的阻焊层,它可能比焊盘高出0.004"
- QFP轮廓的图例油墨
表面处理技术(Surface Finish Technologies)
PCB的可焊性表面可能影响模板印刷和元件贴装。在一个测定PCB表面末道漆怎样影响模板印刷过程的试验中,选择了三种最流行的板的表面处理方法:热空气焊锡均涂(HASL, hot-air solder leveling)、有机可焊性保护层(OSP, organic solderability preservatives)和浸镍/金(immersion nickel/gold)。使用相同的印刷机和印刷参数,试验处理每个板都是使用同一个锡膏和模板。虽然锡膏体积对比面积对每个板都是测量30次,但这个试验显示板的类型之间没有太大的变化。可是,变化在HASL表面处理上显示稍微大一点。因此,焊锡均涂可影响锡膏印刷,并造成从焊盘圆顶上的焊锡掏空和遗漏。小的贴装问题也可能是由于焊盘表面不平的情况引起的。
HASL是大多数穿孔和某些表面贴装板的首选表面处理方法。要进行HASL表面处理的板必须首先完成预处理,包括清洁、预热周期和上助焊剂。
立式HASL设备。当使用这种设备时,板垂直地浸入一个熔化焊锡的深锅内,当焊锡从桶中退出时,用热空气刀(hot-air knife)“挤出”。一个缺点是QFP不能以一个角度退出空气刀。那些沿长度方向对着空气刀的焊盘通常太薄,产生金属间的可焊性问题,而那些平行于空气刀的通常焊锡过厚,可能引起短路。居留时间是立式设备的另一个问题 ― 板底可能浸在熔化的焊锡中比标定的居留时间长四五秒钟。
卧式HASL设备要求与立式的同样的预处理。卧式设备是一个传送带系统,在通过热空气刀之前,把板通过一个循环的焊锡炉。板可以45C角度放置在传送带上,使得QFP以焊盘均匀的分布通过。可是,当传送带宽度可能限制一些较大形式的板的处理角度时,居留时间比立式工艺少得多,限制了焊锡的沾染。卧式的HASL设备可用于100%的SMT板和混合技术。这个设备,如果有良好的预防性维护程序,将产生QFP上可量到的0.0001 ~ 0.0008"的焊锡厚度。
有机可焊性保护层(OSP)是用于保护铜不氧化的临时性涂层。OSP提供了一个解决办法,满足对PCB焊盘的均匀一致的共面性和消除密脚连焊的要求。苯并咪唑(benzimidazole)OSP可用于水清洗和免清洗过程,不产生有害废物。试验表面,OSP涂层的板的可焊性保持超过一年。
OSP施涂在光板上,作为制造过程的最后一步。它们可在浸桶中使用,但首选卧式传送带淹没浸泡工艺。后者提供更紧密的过程控制和更大的涂层均匀性和厚度,可产生0.00003 ~ 0.00004"的均匀涂层。
最后,OSP表面处理是比浸镍/金法更低成本的工艺,而同时提供很平的表面。在不好的一面,关注的地方包括,是否最后的表面可忍受多次的温度周期,如果免洗助焊剂真正兼容的话,是否可熔湿性和货架寿命是可接受的。当在波峰/回流焊接过程中使用氮气时,OSP表面处理可能是一个更艰难的过程。
浸镍/金(Ni/Au)。金是非常好的可焊性表面,镍的作用是电镀铜与金的很强的壁垒,防止氧化,延长货架寿命。
浸湿过程只电镀那些上过阻焊层之后的暴露区域,使镀金成本最小。这个过程是这样的,首先是无电镀镍涂层0.000015 ~ 0.00002",接着浸0.000003 ~ 0.000005"的金。
在金上焊锡的一个问题是,焊接点被削弱。另一个问题是金的成本。可是,在PCB制造期间密切注意板的准备工作,可将成本保持在最低水平。有成本效益的板的准备工作包括,将所有不要求可焊表面的板的区域覆盖。在镀金之前,应该修改阻焊图案,以保证所有铜边都被覆盖,因此金只镀在要求的PCB区域。
结论
今天,超密间距技术的成功的PCB制造商不仅要完全理解顾客的要求,而且要具有能力,提供更高的第一次通过装配合格率的各种可替代方法。如果出现元件贴装的共面性问题时,制造商必须提供标准HASL表面处理方法之外的可替代方法。镀镍/金法和OSP法两者都将得到非常平的表面,用于元件贴装。
This article is adapted from a presentation originally given at APEX 2000.
George Trinite, may be contacted at Sanmina Corp., 18522 Von Karman Ave., Irvine, CA 92612; (949) 833-0870, ext. 3113; Fax: (949) 623-2892; E-mail: george.trinite@sanmina.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号