

回流焊接表面贴装元件现在有二十年之久了。虽然基本理论没有改变,但在元件包装和材料方面已经有进步,再加上新一代的、“对流为主(convection-dominant)”的、极大改善热传导效率的回流炉。
大规模的回流焊接,特别是在对流为主的(强制对流forced convection),以及激光和凝结惰性的(condensation-inert)(即汽相Vapor phase)焊接中,在可见的未来将仍然是大多数表面贴装连接工艺的首选方法。尽管如此,新的装配工艺和那些要求整个基板均匀加热、温度变化很小、高的温度传导效率的新应用技术,在促进对流为主的回流焊接的进化。无数的因素,包括增加的装配复杂性、更新的互连材料和环境考虑,结合在一起对工艺和设备提出了额外的要求。更快更经济地制造产品,这个持之以恒不断增长的要求驱动这一切的前进。
回流焊接温度曲线
作温度曲线(profiling)是确定在回流整个周期内印刷电路板(PCB)装配必须经受的时间/温度关系的过程。它决定于锡膏的特性,如合金、锡球尺寸、金属含量和锡膏的化学成分。装配的量、表面几何形状的复杂性和基板导热性、以及炉给出足够热能的能力,所有都影响发热器的设定和炉传送带的速度。炉的热传播效率,和操作员的经验一起,也影响反复试验所得到的温度曲线。
锡膏制造商提供基本的时间/温度关系资料。它应用于特定的配方,通常可在产品的数据表中找到。可是,元件和材料将决定装配所能忍受的最高温度。
涉及的第一个温度是完全液化温度(full liquidus temperature)或最低回流温度(T1)。这是一个理想的温度水平,在这点,熔化的焊锡可流过将要熔湿来形成焊接点的金属表面。它决定于锡膏内特定的合金成分,但也可能受锡球尺寸和其它配方因素的影响,可能在数据表中指出一个范围。对Sn63/Pb37,该范围平均为200 ~ 225°C。对特定锡膏给定的最小值成为每个连接点必须获得焊接的最低温度。这个温度通常比焊锡的熔点高出大约15 ~ 20°C。(只要达到焊锡熔点是一个常见的错误假设。)
回流规格的第二个元素是最脆弱元件(MVC, most vulnerable component)的温度(T2)。正如其名所示,MVC就是装配上最低温度“痛苦”忍耐度的元件。从这点看,应该建立一个低过5°C的“缓冲器”,让其变成MVC。它可能是连接器、双排包装(DIP, dual in-line package)的开关、发光二极管(LED, light emitting diode)、或甚至是基板材料或锡膏。MVC是随应用不同而不同,可能要求元件工程人员在研究中的帮助。
在建立回流周期峰值温度范围后,也要决定贯穿装配的最大允许温度变化率(T2-T1)。是否能够保持在范围内,取决于诸如表面几何形状的量与复杂性、装配基板的化学成分、和炉的热传导效率等因素。理想地,峰值温度尽可能靠近(但不低于)T1可望得到最小的温度变化率。这帮助减少液态居留时间以及整个对高温漂移的暴露量。
传统地,作回流曲线就是使液态居留时间最小和把时间/温度范围与锡膏制造商所制订的相符合。持续时间太长可造成连接处过多的金属间的增长,影响其长期可靠性以及破坏基板和元件。就加热速率而言,多数实践者运行在每秒4°C或更低,测量如何20秒的时间间隔。一个良好的做法是,保持相同或比加热更低的冷却速率来避免元件温度冲击。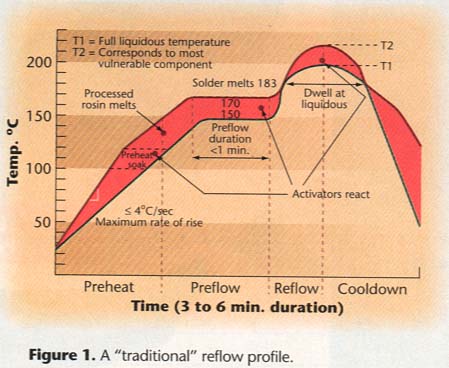 图一是最熟悉的回流温度曲线。最初的100°C是预热区,跟着是保温区(soak or preflow zone),在这里温度持续在150 ~ 170°C之间(对Sn63/Pb37)。然后,装配被加热超过焊锡熔点,进入回流区,再到峰值温度,最后离开炉的加热部分。一旦通过峰值温度,装配冷却下来。
图一是最熟悉的回流温度曲线。最初的100°C是预热区,跟着是保温区(soak or preflow zone),在这里温度持续在150 ~ 170°C之间(对Sn63/Pb37)。然后,装配被加热超过焊锡熔点,进入回流区,再到峰值温度,最后离开炉的加热部分。一旦通过峰值温度,装配冷却下来。
温度热电偶的安装
适当地将热电偶安装于装配上是关键的。热电偶或者是用高温焊锡合金或者是用导电性胶来安装,提供定期检测板的温度曲线精度和可重复性的工具。对很低数量的和高混合技术的板,也可使用非破坏性和可再使用的接触探头。
应该使用装配了元件的装配板来通过炉膛。除非是回流光板(bare board),否则应该避免使用没有安装元件的板来作温度曲线。热电偶应该安装在那些代表板上最热与最冷的连接点上(引脚到焊盘的连接点上)。最热的元件通常是位于板角或板边附近的低质量的元件,如电阻。最冷的点可能在板中心附近的高质量的元件,如QFP(quad flat pack)、PLCC(plastic leaded chip carrier)或BGA(ball grid array)。其它的热电偶应该放在热敏感元件(即MVC)和其它高质量元件上,以保证其被足够地加热。
如果用前面已经焊接的装配板,则必须从那些热电偶将要安装的连接点上去掉焊锡。因为板可能是用Sn63/Pb37焊接的,而现在将要用Sn10/Pb90,用后者来简单焊接热电偶将会产生一种“神秘”合金,或者一种不能维持测试板所要求的多个温度变化的合金。在去掉老的焊锡后,用少量助焊剂,跟着用少量而足够的高温焊锡。如果用导电性胶来安装热电偶,同样的步骤去掉下面的Sn63/Pb37(或其它合金)。这是为了避免破坏热电偶的胶合附着,从而可能导致回流期间的托焊。
推荐使用K型、30 AWG 的热电偶线,最好预先焊接。在安装之后,热电偶引线引到PCB装配的后面(相对行进方向)。有人宁愿用一个接头接在热电偶引线的尾沿。这样测量设备可很快连接和分开。开普敦(Kapton)胶带(一种耐高温胶带)用来在适当位置固定热电偶的引线。
多数回流机器装备有机上作温度曲线的软件,允许热电偶引线插在炉子上,实时地从系统显示屏幕上跟踪。有人宁愿使用数据记录设备,和测试装配板一起从炉中通过,以可编程的时间间隔从多个热电偶记录温度。这些系统是作为“运行与读数(run-and-read)”或数据发送单元来使用的,允许实时地观察温度曲线。对后者,系统必须不受射频干扰(RFI, radio frequency interference)、电磁干扰(EMI, electromagnetic interference)和串扰(crosstalk)的影响,因此当来自发射机的数据还没有来时,不会去“猜测”温度。不管用哪一种数据记录器,定期的校准是必要的。
渐升式温度曲线(Ramp profile)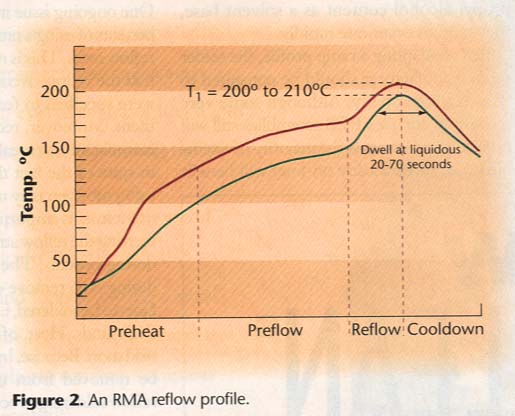 保温区(soak zone)有热机械的(thermomechanical)重要性,它允许装配的较冷部分“赶上”较热部分,达到温度的平衡或在整个板上很低的温度差别。在红外(IR, infrared)回流焊接开始使用以来,这个曲线是常用的。在加热PCB装配中,SMT早期的红外与对流红外炉实际上缺乏热传导能力,特别是与今天的对流为主的(convection-dominant)炉相比较。这样,锡膏制造商们配制它们的几乎松香温和活性(RMA, rosin mildly active)材料,来满足回流前居留时间的要求,尝试减少温度差别(图二)。另一方面,以对流为主要热机制的对流为主的(convection-dominant)炉通常比其前期的炉具有高得多的热传导效率。因此,除非装配的元件实在太多,需要保温来获得所希望的温度差别,否则回流前的保温区是多余的,甚至可能是是有害的,如果温度高于基板玻璃态转化温度(substrate glass-transition)Tg的时间过长。
保温区(soak zone)有热机械的(thermomechanical)重要性,它允许装配的较冷部分“赶上”较热部分,达到温度的平衡或在整个板上很低的温度差别。在红外(IR, infrared)回流焊接开始使用以来,这个曲线是常用的。在加热PCB装配中,SMT早期的红外与对流红外炉实际上缺乏热传导能力,特别是与今天的对流为主的(convection-dominant)炉相比较。这样,锡膏制造商们配制它们的几乎松香温和活性(RMA, rosin mildly active)材料,来满足回流前居留时间的要求,尝试减少温度差别(图二)。另一方面,以对流为主要热机制的对流为主的(convection-dominant)炉通常比其前期的炉具有高得多的热传导效率。因此,除非装配的元件实在太多,需要保温来获得所希望的温度差别,否则回流前的保温区是多余的,甚至可能是是有害的,如果温度高于基板玻璃态转化温度(substrate glass-transition)Tg的时间过长。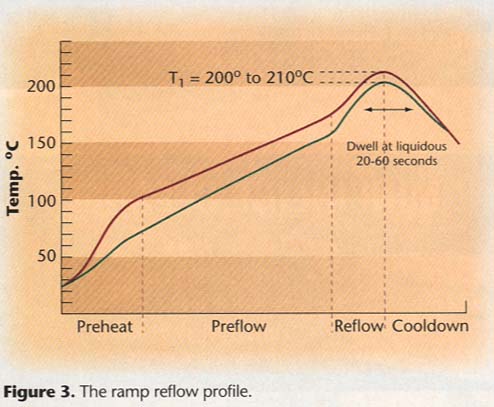 在大多数应用中,渐升式温度曲线(ramp profile)是非常好的(图三)。尽管有人认为锡膏助焊剂配方要求回流前保温(preflow soak),事实上,这只是为了能够接纳那些老的、现在几乎绝种的、对流/IR炉技术。
在大多数应用中,渐升式温度曲线(ramp profile)是非常好的(图三)。尽管有人认为锡膏助焊剂配方要求回流前保温(preflow soak),事实上,这只是为了能够接纳那些老的、现在几乎绝种的、对流/IR炉技术。
一项最近的有关锡膏配方的调查显示,大多数RMA、免洗和水溶性材料都将在渐升式温度曲线上达到规定要求1。事实上,许多有机酸(OA, organic acid)水溶性配方地使用的保温时间也要尽可能小 ― 由于有大量的异丙醇含量作为溶剂,它们容易很快挥发。
在使用渐升式温度曲线(ramp profile)之前,应该咨询锡膏制造商,以确保兼容性。虽然一些非常量大或复杂的PCB装配还将要求回流前的保温,但大多数装配(即,那些主要在线的)将受益于渐升式温度曲线(ramp profile)。事实上,后者应该是如何锡膏评估程序中的部分,不管是免洗,还是水溶性。
氮气环境
一个焊接的现有问题是有关在回流焊接炉中使用氮气环境的好处。这不是一个新问题 ― 至少一半十年前安装的回流炉被指定要有氮气容器。而且,最近与制造商的交谈也显示还有同样的比例存在,尽管使用氮气的关键理由可能现在还未被证实。
首先,重要的是理解使回流环境惰性化是怎样影响焊接过程的。焊接中助焊剂的目的是从要焊接的表面,即元件引脚和PCB焊盘,去掉氧化物。当然,热是氧化的催化剂。因为,根据定义,热是不可能从基本的温度回流焊接过程中去掉的,那么氧 ― 氧化的另一元素 ― 通过惰性的氮气的取代而减少。除了大大地减少,如果没有消除,可焊接表面的进一步氧化,这个工艺也改善熔锡的表面张力。
在八十年代中期,免洗焊锡膏成为可行的替代品。理想的配方是外观可接受的(光亮的、稀薄的和无粘性的)、腐蚀与电迁移良性的、和足够薄以致于不影响ICT(in-circuit test)针床的测试探针。残留很低的锡膏助焊剂(固体含量大约为2.1 ~ 2.8%)满足前两个标准,但通常影响ICT。只有固体含量低于2.0%的超低残留材料才可看作与测试探针兼容。可是,低残留的好处伴随着低侵蚀性助焊剂处理的成本代价,需要它所能得到的全部帮助,包括回流期间防止进一步氧化的形成。这个要用氮气加入到回流过程来完成。如果使用超低残留焊锡膏,那么需要氮气环境。可是,近年来,也可买到超低残留的焊锡膏,在室内环境(非氮气)也表现得非常的好。
原来的有机可焊性保护层(OSP, organic solderability preservative)在热环境中有效地消失,对双面装配,要求氮气回流环境来维持第二面的可焊性。现在的OSP也会在有助焊剂和热的时候消失,但第二面的保护剂保持完整,直到印有锡膏,因此回流时不要求惰性气体环境。
氮气回流焊接的最古老动机就是前面所提到的改善表面张力的优点,通过减少缺陷而改善焊接合格率即是归功于它。其它的好处包括:较少的锡球形成、更好的熔湿、和更少的开路与锡桥。早期的SMT手册提倡密间距的连接使用氮气,这是基于科学试验得出的结论。可是,这测试是实验室的试验,即,“烧杯试验”与实际生产的关系,没有把使用氮气的成本计算在内。
应该记住,在过去十五年,炉的制造商已经花了许多钱在开发(R&D)之中,来完善不漏气的气体容器。虽然当使用诸如对流为主的(convection-dominant)这类紊流空气时,不容易将气体消耗减到最小,但是有些制造商使用高炉内气体流动和低氮气总消耗,已经达到非常低的氧气水平。这样做,他们已经大大地减低了使用氮气的成本。
随着连接的密度增加,过程窗口变小。在这个交接口,在有CSP(chip scale package)和倒装芯片(flip chip)的应用中使用氮气是很好的保证。
双面回流焊接
人们早就认识到的SMT的一个优点是,元件可以贴装在基板的两面。可是,问题马上出现了:怎样将前面回流焊接的元件保持在反过来的一面上完好无损,如果第二面也要回流焊接?人们已经采取了无数的方法来解决这个困难:
- 一个方法是有胶将元件粘在板上,这个方法只用于波峰焊接无源元件(passive component)、小型引脚的晶体管(SOT)和小型引脚集成电路(SOIC)。可是,这个方法涉及增加步骤和设备来滴胶和固化胶。
- 另一个方法是为装配的顶面和底面使用两种不同的焊锡合金,第二面的锡膏的熔点较低。
- 第三个方法是企图在炉内装配板的顶面和底面之间产生一个温度差。可是,由于温度差,基板Z轴方向产生的应力可能对PCB结构,包括通路孔和内层,有损耗作用。在有些应用中,虽然这种应力可能是有名无实的,但还是需要小心处理。
- 事实上,有更实际的解决办法。人们不要低估熔化金属的粘性能力 ― 它远比锡膏的粘性强。 记住这一点,元件绑解的表面积越大,保持它掉落的力就越大。
为了决定哪些元件可用作底面贴附与随后的“回流”,导出了一个比率,评估元件质量与引脚/元件焊盘接触面积之间的关系2:
| 元件重量(克) |
| 焊盘配合的总面积(平方英寸) |
这里,第二面的每平方英寸克必须小于或等于30。
侵入式焊接(Intrusive Soldering)
波峰焊接是一个昂贵的工艺,因为伴随着越来越多的对其废气排放的研究 ― 这也是工业为什么要减少波峰焊接需求的一个理由。另一个理由是随着表面贴装元件(SMD)的使用,放用回流焊接传统通孔元件(特别是连接器)的兴趣越来越多。取消波峰焊接不仅经济上和制造上有好处,而且消除了一个处理中心,通过减少周期时间和占地面积使得装配线更流畅。从工艺观点来看,PCB减少一次加热过程,这一点对潜在的温度损害和金属间增长是很重要的。
侵入式焊接(即通孔回流through-hole reflow、单中心回流焊接single-center reflow soldering、引脚插入锡膏pin-in-paste,等)是一个表面贴装和通孔元件都在回流焊接系统中焊接的工艺。采用该工艺可减少波峰和手工焊接。这不是一个“插入式(drop-in)”的工艺 #151; 因为沉积的焊锡用来连接SMD和传统两种元件,控制锡量是必须的。
有人用模板(stencil)来将锡膏印刷到孔内。这里,小心是很重要的,以保证插入的通孔元件引脚不会带走太多的锡膏。其它的使用者将焊锡预成型结合到工业中,来提供足够的锡量给插入的元件。可是,这是一个昂贵的选择,并且不太适合于自动过程。一个更先进的方法是调节围绕电镀通孔周围的焊盘直径与几何形状。最主要的问题是多少锡量才达到“足够的”通孔连接(以及“最佳的”锡膏沉积方法),该工艺还处在试验阶段。
侵入式焊接(Intrusive soldering)也要求回流系统比平常多的加热能力。工艺中增加的通孔元件数量对回流系统的热传送效率的要求更高。许多混合技术装配的复杂表面几何形状要求一个很高的热传送系数,以可接受的温度差来充分地回流装配。虽然大多数对流为主的炉可胜任这个任务,在某些装配上的某些元件的热敏感性可能阻碍其通过回流焊系统。这个情况可能在使用较高熔点的无铅焊锡时,变得更富挑战性。可是,对大多数应用,侵入式焊接具有很大的吸引力,理所当然应该得到考虑。
结论
虽然本文重点在量的回流焊接上面,但相同的原则与惯例对其它的(选择性的)回流工艺,包括激光,都是可应用的。虽然回流焊接是一个高要求的工艺,但它不是“火箭科技” ― 必须控制但非常可受的。适当的设备与材料选择,以及理解主要的热、化学和冶金的工艺,将向高合格率的焊接工艺迈出一大步。
- References
- ITM Inc. solder paste charaterization project for KIC Thermal Profiling, 1999.
- Joe Belmonte and Phil Zarrow, "Single Center Reflow of Through-hole Components," .
Phil Zarrow, may be contacted at ITM Consulting, P.O. Box 921, Durham, NH 03824; (603) 868-1754; Fax: (603) 868-3623; E-mail: ITMConsulting@aol.com; Web site: www.ITM-SMT.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号