

焊锡通常定义为液化温度在400°C(750°F)以下的可熔合金。裸片级的(特别是倒装芯片)锡球的基本合金含有高温、高铅含量,比如Sn5/Pb95或Sn10/Pb90。共晶或临共晶合金,如Sn60/Pb40,Sn62/Pb36/Ag2和Sn63/Pb37,也成功使用。例如,载体CSP/BGA板层底面的锡球可以是高温、高铅或共晶、临共晶的锡/铅或锡/铅/银材料。由于传统板材料,如FR-4,的赖温水平,用于附着元件和IC包装的板级焊锡局限于共晶,临共晶的锡/铅或锡/铅/银焊锡。在某些情况,使用了锡/银共晶和含有铋(Bi)或铟(In)的低温焊锡成分。
焊锡可以有各种物理形式使用,包括锡条、锡锭、锡线、锡粉、预制锭、锡球与柱、锡膏和熔化状态。焊锡材料的固有特性可从三个方面考虑:物理、冶金和机械。
- 物理特性
- 冶金相化温度(Metallurgical phase-transition temperature)有实际的暗示,液相线温度可看作相当于熔化温度,固相线温度相当于软化温度。对给定的化学成分,液相线与固相线之间的范围叫做塑性或粘滞阶段。选作连接材料的焊锡合金必须适应于最恶劣条件下的最终使用温度。因此,希望合金具有比所希望的最高使用温度至少高两倍的液相线。当使用温度接近于液相线时,焊锡通常会变得机械上与冶金上“脆弱”。
- 焊锡连接的导电性(electrical conductivity)描述了它们的电气信号的传送性能。从定义看,导电性是在电场的作用下充电离子(电子)从一个位置向另一个位置的运动。电子导电性是指金属的,离子导电性是指氧化物和非金属的。焊锡的导电性主要是电子流产生的。
电阻 ― 与导电性相反 ― 随着温度的上升而增加。这是由于电子的移动性减弱,它直接与温度上升时电子运动的平均自由路线(mean-free-path)成比例。焊锡的电阻也可能受塑性变形的程度的影响(增加)。 - 金属的导热性(thermal conductivity)通常与导电性直接相关,因为电子主要是导电和导热。(可是,对绝缘体,声子的活动占主要。) 焊锡的导热性随温度的增加而减弱。
- 自从表面贴装技术的开始,温度膨胀系数(CTE, coefficient of thermal expansion)问题是经常讨论到的,它发生在SMT连接材料特性的温度膨胀系数(CTE)通常相差较大的时候。
一个典型的装配由FR-4板、焊锡和无引脚或有引脚的元件组成。它们各自的温度膨胀系数(CTE)为,16.0 × 10-6/°C(FR-4); 23.0 × 10-6/°C(Sn63/Pb37); 16.5 × 10-6/°C(铜引脚); 和6.4 × 10-6/°C(氧化铝Al2O3无引脚元件)。在温度的波动和电源的开关下,这些CTE的差别增加焊接点内的应力和应变,缩短使用寿命,导致早期失效。
两个主要的材料特性决定CTE的大小,晶体结构和熔点。当材料具有类似的晶格结构,它们的CTE与熔点是相反的联系。 - 熔化的焊锡的表面张力(surface tension)是一个关键参数,与可熔湿性和其后的可焊接性相关。由于在表面的断裂的结合,作用在表面分子之间的吸引力相对强度比焊锡内部的分子力要弱。因此材料的自由表面比其内部具有更高的能量。
对熔湿焊盘的已熔化的焊锡来说,焊盘的表面必须具有比熔化的焊锡表面更高的能量。换句话说,已熔化金属的表面能量越低(或金属焊盘的表面能量越高),熔湿就更容易。
对今天的包装和装配特别重要的有五个物理特性:
- 冶金特性
- 塑性变形(plastic deformation)。当焊锡受到外力,如机械或温度应力时,它会发生不可逆变的塑性变形。通常是从焊锡晶体结合的一些平行平面开始,它可能在全部或局部(焊锡点内)进行,看应力水平、应变率、温度和材料特性而定。连续的或周期性的塑性变形最终导致焊点断裂。
- 应变硬化(strain-hardening),是塑性变形的结果,通常在应力与应变的关系中观察得到。
- 回复过程(recovery process)是应变硬化的相反的现象,是软化的现象,即,焊锡倾向于释放储存的应变能量。该过程是热动力学过程,能量释放过程开始时快速,其后过程则较慢。对焊接点失效敏感的物理特性倾向于恢复到其初始的值。仅管如此,这不会影响微结构内的可见的变化。
- 再结晶(recrystallization)是经常在使用期间观察到的焊接点内的另一个现象。它通常发生在相当较高的温度下,涉及比回复过程更大的从应变材料内释放的能量。在再结晶期间,也形成一套新的基本无应变的晶体结构,明显包括晶核形成和生长过程。再结晶所要求的温度通常在材料绝对熔点的三分之一到二分之一。
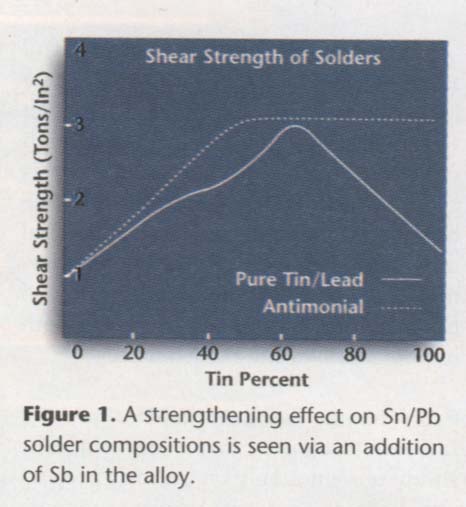
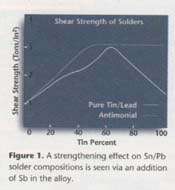 溶液硬化(solution-hardening),或固体溶液合金化过程,造成应力增加。一个例子就是当通过添加锑(Sb)来强化Sn/Pb成分。如图一所示。
溶液硬化(solution-hardening),或固体溶液合金化过程,造成应力增加。一个例子就是当通过添加锑(Sb)来强化Sn/Pb成分。如图一所示。
- 沉淀硬化(precipitaion-hardening)包括来自有充分搅拌的微沉淀结构的强化效果。
- 焊锡的超塑性(superplasticity)出现在低应力、高温和低应变率相结合的条件下。
在焊锡连接使用期间暴露的环境条件下,通常发生的冶金现象包括七个不同的改变。
机械特性
焊锡的三个基本的机械特性包括应力对应力特性、懦变阻抗和疲劳阻抗。
虽然应力可通过张力、压力或剪切力产生,大多数合金的剪切力比张力或压力要弱。剪切强度是很重要的,因为大多数焊接点在使用中经受剪切应力。
懦变是当温度和应力(负荷)都保持常数时的一种全面塑性变形。这个依靠时间的变形可能在绝对零度以上的任何温度下发生。可是,懦变只是在“活跃”温度才变得重要。
疲劳是在交变应力下的合金失效。在循环负荷下合金所能忍受的应力比静态负荷下小得多。因此,屈服强度,焊锡阻抗永久变形的静态应力,经常与疲劳强度无关。通常疲劳断裂开始于几个微小的裂纹,在重复应力作用下增长,造成焊接点截面的承载能力下降。
电子包装与装配应用中等焊锡一般经受低频疲劳(疲劳寿命小于10,000周期)和高应力。温度机械疲劳是用来介定焊锡特性的另一个测试模式。材料受制于循环的温度极限,即温度疲劳测试模式。每个方法都有其独特的特性和优点,两者都影响焊锡上的应变循环。
性能与外部设计
人们都认识到焊锡点的可靠性不仅依靠内在的特性,而且依靠设计、要装配的元件与板、用以形成焊接点的过程和长期使用的环境。还有,焊接点表现的特性是有别于散装的焊锡材料。因此,一些已建立的散装焊锡与焊接点之间的机械及温度特性可能不完全相同。主要地,这是由于电路板层表面对焊锡量的高比率,在固化期间造成大量异相晶核座,以及当焊锡点形成时元素或冶金成分的浓度变化。任何一种情况都可能导致反应缺乏均匀性的结构。随着焊锡点厚度的减少,这种界面衰歇将更明显。因此,焊接点的特性可能改变,失效机制可能与从散装的焊锡得出的不一样。
元件与板的设计也会对焊锡点特性有重要影响。例如,和焊盘有联系的阻焊的设计(如限定的或非限定的阻焊),将影响焊锡点的性能以及失效机制。
对每一种元件包装类型,观察和介定各自的焊接点失效模式。例如,翅形QFP的焊接点裂纹经常从焊点圆角的脚跟部开始,第二条裂纹在脚趾区域;BGA的焊点失效通常在焊锡球与包装的界面或焊锡球与板的界面发现。
另一个重要因素是系统温度管理。IC芯片的散热要求在不断增加。运行期间产生的热量必须有效地从芯片带出到包装表面,然后到室温。在出现由于过热而引起的系统失效之前,IC的性能可能变得不稳定,和前面所说的温度与导电性之间的关系一样。元件的包装与电路板的设计都会影响到散热过程的效率。
焊锡节点比其替代品聚合胶的传导热量要有效得多。
当焊锡点通过一个品质过程适当地形成后,与其使用寿命相联系的是懦变/疲劳的交互作用、金属化合的发展和微结构的进化。失效模式随系统的构成而变化,比如包装类型(PBGA、CSP、QFP 电容,等)、温度和应变水平、使用的材料、圆角体积焊锡点几何形状以及其它设计因素。更高功率的芯片和现在设计不断增加密度的电路更加要求焊点的更好的温度疲劳强度。
无铅焊锡
对无铅焊锡的兴趣随着时间发生变化,有激动也有冷漠。虽然还没有立法的影响,开发无铅焊锡的另一个、可能更重要的目标是把焊锡提高到一个新的性能水平。
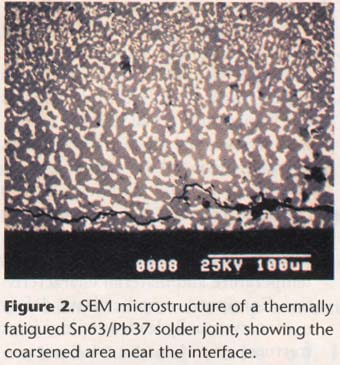 典型的PCB装配共晶锡/铅(Sn63/Pb37)焊锡点通常遇到累积的退化,造成温度疲劳。这个退化经常与焊点界面的金相粗糙有关,如图二所示,而它又与铅(Pb)或富铅(Pb-rich)金相更密切。
典型的PCB装配共晶锡/铅(Sn63/Pb37)焊锡点通常遇到累积的退化,造成温度疲劳。这个退化经常与焊点界面的金相粗糙有关,如图二所示,而它又与铅(Pb)或富铅(Pb-rich)金相更密切。
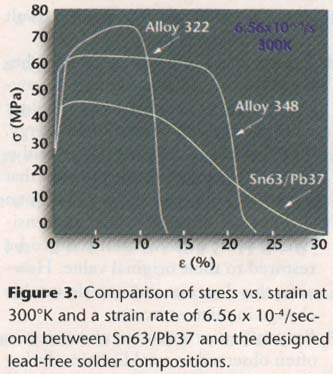 如果取消铅,那无铅焊锡经受温度循环的损害机制会改变吗?在没有其它主要失效(金属间化合、粘合差、过多空洞,等)的条件下,温度疲劳环境中无铅焊锡点的失效机制很可能不会涉及与锡/铅相同程度的金相粗糙。实际上应该设计无铅合金以防止金相粗糙,因而提供更高的疲劳阻抗,因为有适当的微结构进化。图三比较受温度疲劳的无锡焊锡点的强度,显示两种无铅合金没有金相粗糙。
如果取消铅,那无铅焊锡经受温度循环的损害机制会改变吗?在没有其它主要失效(金属间化合、粘合差、过多空洞,等)的条件下,温度疲劳环境中无铅焊锡点的失效机制很可能不会涉及与锡/铅相同程度的金相粗糙。实际上应该设计无铅合金以防止金相粗糙,因而提供更高的疲劳阻抗,因为有适当的微结构进化。图三比较受温度疲劳的无锡焊锡点的强度,显示两种无铅合金没有金相粗糙。
已介绍各种无铅成分。多数似乎至少在一个区域失效:例如,可能缺少本身的性能来显示焊接期间即时流动和良好的熔湿性能;熔化温度可能太高,超出同用PCB的温度忍耐水平;或者可能展示机械性能不足。只有那些结合所希望的物理和机械特性与满足制造要求的能力的无铅焊锡才被认做可利用的材料。
Dr. Jennie S. Hwang is a consultant and president of H-Technologies Group Inc., 5325 Naiman Parkway, Cleveland, OH 44139; (440) 349-1968; Fax: (216) 464-5728; E-mail: JSHwang@aol.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号