

非生产时间是生产线效率中的不希望有的部分。当PCB装配线配备好人员但没有在印刷电路装配上(PCA)贴装元件的时候,成本在积累而收入却没有。很简单,非生产时间就是装备时间与贴装时间之差。基准研究已经将贴装时间定义为高产量贴片机 - 与较慢的高精度贴片机相对而言 - 实际在PCA上贴装元件的时间。
装配能力不可能总是完全利用,因为工作量不总是保持装配设备每时、每天或每周都忙。除了需求的波动之外,工厂必须可接纳其顾客的需求,包括季节高峰和那些经常难以预测的最高需求。因此,必须保持装配能力和已受训的雇员随时满足市场的波动,这种波动是管理层无能为力去减少的。可是,减少停机时间(downtime)和舒缓瓶颈(bottleneck)是管理的责任。
取样(Sample)
为本次基准研究课程1,选择了19个装配工厂:12个合约电子制造商(CEM, contract electronics manufacturer)和7个原设备制造商(OEM, original equipment manufacturer)。这些工厂每年装配达到一千五百万个PCA,使用几乎总数为四十亿个元件。对100条表面贴装生产线性能的进行了详细研究。
OEM的取样分布在下列市场:两个计算机、两个电信和三个仪器与工业控制,总共27条表面贴装线。由于OEM的商业模式喜欢把扩大的装配从外部采购,所以在任何的基准研究课题中包括较大部分的OEM的参与将变得越来越困难。比较起来,参与的CEM从72条表面贴装线上提交其统计数据。平均来说,取样中的一条CEM表面贴装线每年装配三千七百万个元件,而OEM为三千九百万个元件。
至于装配环境,19个工厂是这样分布的:7个中等产量(每年装配少于一亿个元件)和12个高产量工厂(每年多于一亿个元件)。在高产量小组中,有一个每年装配十亿个元件,另一个装配几乎达到二十亿个元件。可是,后者只加入了有那些选作其性能代表的生产线的实际产量统计数据。
总的来说,可以认为取样具有相当的工业代表性,并且偏向于大型的CEM。除了一个中型的和一个小型的工厂外,取样中的CEM都是世界上最大的和最著名的公司中间选取的。这些公司的表现已经成为整个工业的参照。
 停机时间(Downtime)
停机时间(Downtime)
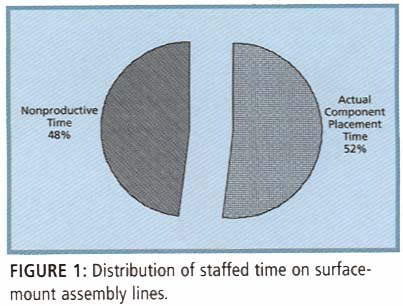
在100条表面贴装线的取样中(图一),非生产时间(nonproductive time)平均占装备时间(staffed time)的48%,这意味着高产量的自动贴片机平均52%的时间在贴装元件。这个平均值不是世界级水平,但,考虑到这次基准研究的参与者,象征着工业领导者的实际表现。该平均值当然表明改进是可能的。对所有的生产线,高产量的以及高混合的,非生产时间的顶级水平应该是低于35%,这次研究的最佳的参与者达到这个水平。
|
停机时间的三大原因(表一)是:批量的准备工作(lot setup)(21%)、零件短缺(18%)、和无计划的维护(18%)。这三个事件几乎占去60%的停机时间,可以通过良好的管理方法将它戏剧性地减少。批量的准备工作应该是一个几乎透明的活动,期间,生产线装配前面批号的最后几块的的同时,做好生产线的准备工作。在这样的程序下,生产线准备工作不应该中断贴装超过15~30分钟。即时的在线测试(ICT, in-circuit test)新批号的第一块板,可以确认准备工作是否适当,这是连续性流水装配系统的一个最大优点。
在一条有四到五台机器的典型单一的表面贴装线上快速的准备工作,要求好的工作程序、训练有素的人员和车间人力资源的有效使用。当投资密集(capital-intensive)的资源使用成为问题关键的时候,是值得这样去做。在有五或六台贴片机的双线上,新板的准备工作可能要求1~1.5小时的生产中断时间。
材料短缺经常部分是由外部因素所造成的,对此工厂管理层无能力,诸如推迟交货、零件待配或由迟到顾客所催的紧急订单。假设采购机构运作正常,零件短缺可能是不准确的仓存量,如果货仓管理松散的话。出入点数的错误、零件编号标贴错误、物料资源计划(MRP, materials resource planning)和企业资源计划(ERP, enterprise resource planning)的数据输入有误、和位置上的错误等都是一些最常见的发生在货仓内的零件短缺原因。对元件短缺的解决办法不是库存水平的增加,和每年库存周转数的相应减少。因为零件短缺是停机时间的主要原因,管理层必须对这个问题的根源作详细调查。
无计划的维护比预期的占去较高比例的停机时间1。基于这次取样,世界级水平为4%,有三个案例的高产量生产线和两个高混合类的生产线可以达到。对每周运行120 ~ 140 小时的设备进行完全的预防性维护,可将由于无计划维护的停机时间减少到准备时间的3%或以下。
瓶颈(bottlenecks)
除了停机时间以外,另一个降低生产线效率的因素:工厂和装配线的瓶颈。工厂瓶颈减慢,并可能中断装配线。至于装配线瓶颈,它们是由那些最慢的工艺步骤所产生的,至使其它装配活动变慢的。
对19个工厂的取样(表二),最常见的瓶颈来源是:高精度贴片机(占所研究案例的32%)、高产量贴片机(21%)、和ICT与功能测试(每个16%)。
|
在工厂内,有53%的参与者说贴片机是最常见的瓶颈。高精度贴片机是目前CEM (42%) 的排列最高的瓶颈,而OEM认为,高产量的贴片机和ICT是最高的地点,每个29%。
增加一台贴片机给生产线,可以解决瓶颈问题和加快节奏速率。这个方法提供更多的生产能力和更多的送料器(feeder)位置,以更好地平衡生产线,而不显著地增加生产线管理复杂性。问题是当节奏速率达到每块PCA2~2.5分钟的时候,测试通常成为工厂内的瓶颈。这个问题发生在取样工厂内,32%的案例研究把ICT与功能测试排列为它们主要的瓶颈。
结论
当考察工厂生产效率时,生产线的效率是一个有积极意义的度量标准。测量非生产性时间是一个更清醒的做法。认识到表面贴装线平均有48%的装备时间(staffed time)没有在贴装元件,应该是许多PCA制造商的一个觉醒。
- Reference
- Line Efficiency and Assembly Environment Benchmarking Study, CEERIS report "LE".
Charles-Henri Mangin, is president of CEERIS International, Old Lyme, CT; www.CEERIS.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号