

本文详细叙述了重整BGA锡球的必要条件和可选工具。
在处理球栅阵列(BGA, ball grid array)时,两个最常见的问题是,“我可以重新使用BGA元件吗?”“我怎样重整元件的锡球?”虽然这些明显是个关注,但现在很少有公司去重整锡球(reballing)。在开始之前,应该考虑以下事情。
元件的可用性
元件供应商应该回答这个问题,因为他们知道其元件可忍受多少次加热周期。假设装配在一块双面SMT的印刷电路板(PCB)上的BGA经过取下、重整锡球和重新贴装;很可能在这个工艺过程中,除了元件制造过程中任何锡球的回流之外,它要经受六次回流周期:
- 回流装配 - 顶面。
- 回流装配 - 底面。
- 元件取下。
- 从元件去掉过多的焊锡。
- 回流新的锡球。
- 元件重新贴装。
另一个考虑是,重整锡球过程中,处理元件以及潜在的静电放电(ESD)危害的次数。
在许多情况中,重整锡球过程由于增加劳动时间是没有商业效益的。在元件价值非常高的情况下,或者由于元件的来源有限,可能需要进行锡球重整(reball)。
重整锡球的方法
有两个基本方法最常于重整BGA的锡球:预成形(preform)和重整锡球的固定夹具(reballing fixture)。微型模板(micro-stencil)可用于对元件上助焊剂和上锡膏。
方法一
预成形(preform)。重整锡球的一个方法涉及使用焊锡预成形(通常配合元件的锡球阵列或者保持在纸张上或者结合在一起)。这些可从某些焊锡制造商那里获得。如果是共晶锡球,这些预成形需要在一个受控的环境(回流炉或头)使用助焊剂焊接于元件。高温、非熔化焊锡球需要使用丝印或滴注锡膏的方法来附着于元件。 使用BGA预成形附着锡球阵列的典型工艺步骤是:
使用BGA预成形附着锡球阵列的典型工艺步骤是:
清除焊锡残留。元件上的焊盘需要为重新安装锡球作准备。残留焊锡可用焊锡吸锡带(solder braid)清除,和装备有片状烙铁嘴的直接电力烙铁一起使用。用热的烙铁嘴在焊盘上一行一行地清除。操作员必须小心地保持吸锡带在烙铁嘴与板之间。旧的焊锡可以迅速去掉,而没有直接烙铁与基板接触的焊盘损伤的危险。随后,元件上的助焊剂残留应该用认可的溶剂清除,让焊盘区域清洁。
也有非接触式的焊锡清除方法,使用热空气或氮气来回流焊锡,同时使用真空管来将焊盘区域熔化的焊锡“吸走”。这个方法也可以是自动的形式或手工工具。虽然它较少接触焊盘,但可能更化时间,并且要求返工台上通常没有的专门设备。因此,这个方法可能成本效益低,使用不广泛。
上助焊剂。在放置之前,应该对焊盘区域使用滴涂(dispensing)、印刷(printing)或者更常用的刷涂(brush)方法来上适当的助焊剂。
预成形的放置。新的预成形的放置通常是手工操作,定位是通过边对齐或者一个夹具来将元件焊盘对准预成形。
回流。在上助焊剂和放置预成形之后,下一步就是回流焊接元件。回流应该是多区控制的,以符合使用的锡膏助焊剂的温度曲线。当回流周期完成后,新的锡球阵列应该已经成功安装。这时,载体(carrier)材料需要去掉,这可通过各种方法来完成。让载体浸泡在某种消除电离子的水中,用镊子撕掉,或用冲洗、批量清洁系统去掉。
然后,元件需要清除助焊剂残留,这可用几乎任何标准的水洗方法来完成。如果纸是用批量清洁或喷雾冲刷去掉的,那么本步骤就没有必要。如果使用免洗助焊剂凝胶,那么热的时候纸很容易撕掉。这样就不需要把纸浸泡掉,由于也不会需要预干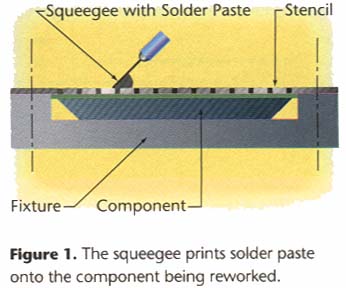 燥,所以带来很大的效益。只有从上到下的完全对流回流才会工作顺利。如果顶部加热单独使用,那么试样将弓起,把锡球附着到元件边上。中心的锡球会正确焊接。
燥,所以带来很大的效益。只有从上到下的完全对流回流才会工作顺利。如果顶部加热单独使用,那么试样将弓起,把锡球附着到元件边上。中心的锡球会正确焊接。
也应该注意,有些元件可能对潮湿敏感,因此在重新贴装到PCB之前要求预烘干。
方法二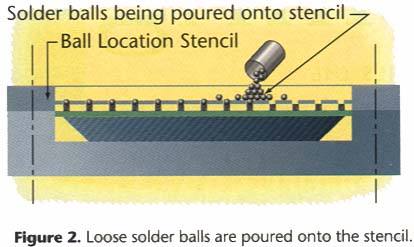 重整锡球的夹具。这个方法通常涉及元件专门的模板和工具,允许锡膏或助焊剂印刷,并且在回流之前释放将要放入正确位置的锡球 - 还是在控制的环境中。锡膏供应商那里有不同尺寸的锡球及化学成分。
重整锡球的夹具。这个方法通常涉及元件专门的模板和工具,允许锡膏或助焊剂印刷,并且在回流之前释放将要放入正确位置的锡球 - 还是在控制的环境中。锡膏供应商那里有不同尺寸的锡球及化学成分。
插图显示了用于印刷锡膏和非熔化、高温锡球的工艺过程。这些是用于陶瓷BGA (CBGA) 元件,通常为90/10的成分。
模板印刷。图一显示锡膏正印到元件上。元件固定在夹具内,锡膏通过化学蚀刻的模板手工印刷。
放锡球。在第二个阶段(图二),已经取下锡膏印刷模板,换上可以决定每个锡球位置的较大模板。然后将松散的锡球倒在模板上,落入所希望的每个印刷焊盘的位置上。当所有开口都已充满后,将多余的锡球扫除。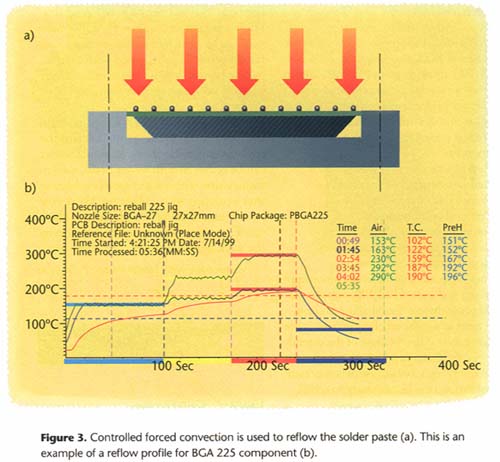 回流。在所有锡球都放好后,元件已经准备好回流。图三所示的方法完全拿走了模板,使用从上面的强制对流来回流锡膏,焊接非熔化的锡球。
回流。在所有锡球都放好后,元件已经准备好回流。图三所示的方法完全拿走了模板,使用从上面的强制对流来回流锡膏,焊接非熔化的锡球。
一些方法提倡在回流过程中留下锡球定位模板;由于锡球本来就会自己对中,所以这样作用很小或者没有作用。该模板也可能起隔热板的作用,会增加所要求的回流温度。
重整锡球之后的元件从夹具上取下,准备象正常的元件一样安装到PCB上。
- References
- Winslow Automation: www.winslowautomation.com/bga.htm,
- P. Wood, OK International, Menlo Park, Calif.
Howard Rupprecht, is product manager, Soldering and Rework Systems, for OK International (Europe), Eagle Close, Chandlers Ford, Hampshire SO53 4NE, England; E-mail: hrupprecht@okinternational.com; Web site: www.okinternational.com.
 沪公网安备 31011502005504号
沪公网安备 31011502005504号